Kinematic Self-Replicating Machines
© 2004 Robert A. Freitas Jr. and Ralph C. Merkle. All Rights Reserved.
Robert A. Freitas Jr., Ralph C. Merkle, Kinematic Self-Replicating Machines, Landes Bioscience, Georgetown, TX, 2004.
3.20 Three-Dimensional Solid Printing (2000-present)
The GOLEM (Genetically Organized Lifelike Electro Mechanics) Project [927-930] at Brandeis University, and related earlier efforts in “evolutionary robotics”* [584-593], are an attempt to extend evolutionary techniques into the physical world by evolving diverse electro-mechanical machines (robots) that can be manufactured by automated fabrication [1162, 1163], personal factories [999], stereolithography (using a UV laser to selectively cure a photopolymerized resin) [1111], solid freeform fabrication (SFF) [997, 998, 1126], selective laser sintering (SLS) and laser direct metal deposition (DMD) [1164, 1165], laminated object modeling (LOM) and fused deposition modeling (FDM) [933-935], or rapid prototyping (RP) [1110-1121]. Lipson and Pollack of the Volen Center for Complex Systems at Brandeis University describe a set of preliminary experiments evolving purely electromechanical systems composed of thermoplastic, linear actuators and “neurons” (evolved artificial neural network) for the task of locomotion, first in simulation and then in reality. Lipson used the FDM technology of Stratasys Inc. which is based on feeding a thermoplastic feedstock wire into a heated nozzle, then positioning the nozzle to deposit the plastic to build a part layer by layer. After 3-D solid printing, these simulation-evolved systems then faithfully reiterate** the performance of their virtual ancestors.
* In evolutionary robotics [593], “an initial population of artificial chromosomes, each encoding the control system of a robot, is randomly created and put into the environment. Each robot is then free to act (move, look around, manipulate) according to its genetically specified controller while its performance on various tasks is automatically evaluated. The fittest robots then “reproduce” by swapping parts of their genetic material with small random mutations. The process is repeated until the “birth” of a robot that satisfies the performance criteria.”
** Evan Malone [1166] reports that the performance of the physical machines was typically less impressive than, although qualitatively similar to, the simulations.
Lipson and Pollack start with a set of elementary building blocks (bars, actuators and neurons), and a set of operations that can join building blocks together, take them apart, or modify their dimensions. The first task to be optimized was the speed of locomotion. Virtual robots are initialized empty, each with zero bars, zero actuators and zero neurons. The computer applies design operations to the robots at random. After each operation is carried out, the computer measures the performance of the robot in a simulator. If it is better than average performance (speed, in this case), the computer makes more of it, and if it is less than average, the computer removes it. The computer continues to run all day. In the beginning, most of the virtual robots are just piles of random building blocks and their performance is zero. By chance, after, say, a hundred generations, a particular group of building blocks happens to assemble in such a way that something moves a little. That accidental assembly is then replicated because it has above-average performance.
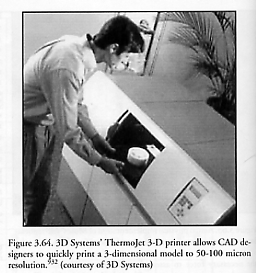
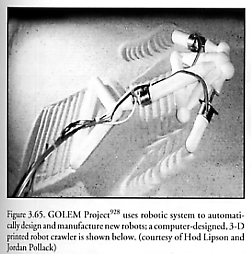
After many more generations, but essentially the same kind of progress steps, Lipson and Pollack observe the emergence of robots that look like they were designed, but really are just the outcome of this simulated natural selection [474-476]. The robots are rendered into real physical models using a 3-D printing process (Figure 3.64) that prints solid objects voxel by voxel (though with some multivoxel overlap due to imperfect materials flow) using a raster scan motif, and these robots function largely as expected when built (Figure 3.65). This work demonstrates a complete physical evolution cycle, wherein a robotic system can design and manufacture new robots, but it is not yet self-replication because the machines produced are not as capable as their precursors and the robots require the rather substantial intervention of a 3-D printer machine and human assembly assistance (typically including actuators, power sources and electronic controls) in order to complete their physical instantiation.
Earlier work by Chocron and Bidaud [1167] attempted to use a genetic algorithm to evolve both the morphology and inverse kinematics of a modular manipulator composed of prismatic and revolute joints, but their simple serial construction approach precluded the spontaneous emergence of unforeseen or novel solutions. Similarly, Dittrich et al [1168] described a “random morphology robot” which is an arbitrary 2-D structure composed of links and motors; the controller is evolved, then manual changes are applied to the robot to test its behavior with an impaired or mutated body.
Lipson and Pollack point out that they are a long way from making a 3-D printer that can print another 3-D printer, as would be required for full self-replication.* They used the cheapest available technology, a 3-D printer that melts plastic and prints it in layers. Instead of their cheap $50,000 “fab,” they note that they could have used a $2M or a $10M “fab” that would build bigger devices out of stronger material. But Sony Corp. reportedly already uses a robot “fab” for most small consumer electronics. Stereolithography and rapid prototyping [1110-1119] enjoy widespread artistic [1169], academic** and commercial interest [931, 934], and machines which can print mechanical, electrical, and electronic logic componentry together on a small scale*** are under development [1170].
* In 1998, C. Phoenix [1171] informally sketched out a design for a macroscale kinematic replicator a few cubic feet in volume that would use two hydraulic-powered manipulator arms to machine, then assemble, its own components out of a soft plastic feedstock which would then be ultraviolet-cured to yield hard plastic parts, analogous to the stereolithography system offered by Vicale Corp. [934]. The acoustically-powered plastic replicator, composed of perhaps ~2000 parts, would be controlled by an onboard 8086-class computer built from cured-plastic fluidic logic elements including 1 KB of RAM, receiving instructions from a 1400-foot long strip of hole-punched control tape. Most details such as specific materials and assembly procedures, basic closure issues, process error rates, and accessibility of required machining tolerances were not explicitly addressed.
In 2003-2004 graduate student Mike Collins [1172], working in the Mechanical Engineering program at the University of Florida, set as his Masters thesis objective “to build a piece of hardware that can take amorphous raw material and draw on an unconstrained amount of energy to build a copy of itself and any tools that it used to make that copy. I am using Rapid Prototyping Machinery to build component parts and specialized equipment for mass manufacturing. My aim is to focus on the mechanics and logistics of such a system. This project will be aided by the following simplifying factors: 0% energy closure, limited materials to be refined, and large initial material store allowed (yolk subassemblies); the project will be hindered by the following complicating factors: limited materials from which to design parts and subassemblies, and high information closure (90% target).”
** Saul Griffith [1173] in Jacobson’s group at MIT built a working printer capable of printing in chocolate and beeswax with the LEGO® toolkit – using a simple extrusion chamber based on a worm screw and three-axis actuation based on the LEGO® robotics motors and the LOGO programming platform. “A three dimensional printer using programming languages designed for children and low cost consumables has been implemented. One can imagine a new paradigm for children’s toys involving the child in the design, production, and then eating! of their own play-things.” [1173]
*** Griffith [1173] notes that Dow Chemical has a system [1174] for “printing” large buildings. “A reaction vessel for the polymerization and foaming of polystyrene is placed at the end of a beam that rotates around a central pole. By extruding a bead of foam as the beam rotates and moves up the pole a dome is created. These domes have been used to make medical clinics, and as emergency relief shelters after earthquakes in Nicaragua.” [1173] In a similar development, Behrokh Khoshnevis at the University of Southern California has created a “contour crafter” robot that will “print” houses using a computer-guided nozzle (riding on a movable overhead gantry) that squirts successive layers of concrete on top of one another, shaped by side-trowels mounted on the nozzle, to build up vertical walls and domed roofs; the first one-story 2000 square foot house is expected to be built in 2005 [2335].
For example, by 2000, Stephen C. Danforth at Rutgers University
was printing 3-D electronic components from ceramic materials that can be insulating,
semiconducting, or fully conducting, depending on their exact composition [933].
This allowed printing of 3-D electromechanical components such as sensors and
actuators with feature sizes as small as 200 microns, which Danforth’s
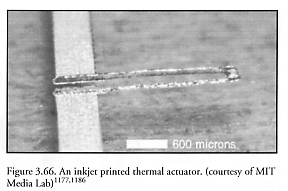
group hoped to halve by 2003. By 2002, Joseph Jacobson’s group at the
MIT Media Lab had printed working inorganic field-effect transistors* [1175],
radio frequency identification tags [1176],
and working three-dimensional machines such as linear drive motors and thermal
actuators [1177] with feature sizes of
~100 microns (Figure
3.66) by laying down hundreds of layers of nanoparticle-based inks using
an inkjet printing technique that requires no clean room and temperatures under
300 oC. Several other research groups at Lucent’s Bell Labs and Cambridge
University (U.K.) have also printed transistors using organic polymers [1176],
and there is a growing literature on the ink-jet printing of electronic components
[1178-1184].
One rumor had it that Hewlett-Packard is planning to sell a personal desktop
3-D printer for as little as $1000 [1185].
* In December 2000, Jacobson was quoted [1176] as confidently predicting: “We should be able to demonstrate a very simple processor in the next 12 to 18 months. Our goal is to follow the trajectory silicon took, and start printing processors with perhaps several hundred transistors, moving to thousands and then more.” Making Pentium-like chips on a desktop fab is “likely a several-year research project, but we believe it’s doable.”
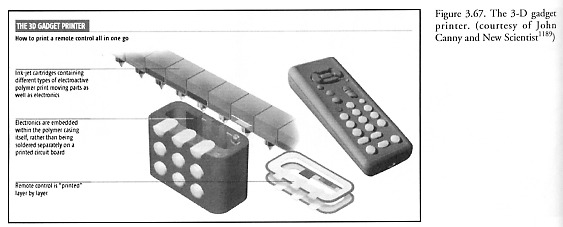
According to John Canny [1187, 1188], head of the “flexonics” team at the University of California at Berkeley: “Flexonics could be called macroscopic MEMS, or polymer mechatronics. Our goal is to design fully-functional appliances and human-interfaces from organic materials, and to build them without assembly using 3-D printing techniques.” Team members are developing a vocabulary of passive and active mechanical components including flexure, hinge, and rotary joints. Instead of creating an appliance casing and then laboriously filling it with electronic circuit boards, components and switches, says one report [1189], flexonics will allow printing a complete and fully assembled device by setting down layer upon layer of conducting and semiconducting polymers in such a way that the required circuitry is built up as part of the bodywork (Figure 3.67). “When the technique is perfected, devices such as light bulbs, radios, remote controls, mobile phones and toys will be spat out as individual fully functional systems without expensive and labor-intensive production on an assembly line.” The Berkeley team has already worked out how to print electronic components such as transistors, capacitors, inductive coils and other semiconductor components [1189]. Says Jeremy Risner [1190], a member of Canny’s team: “My background is bioengineering and I’d like to develop models based on living designs...Maybe a rather flat insect with wriggling limbs and some actuators.” Risner hopes to develop a fully functional, mechanical and electronic device by the end of 2004, using several printer heads to lay circuits, transistors, capacitors, sensors and casing – all printed by one machine in one run, using a multitude of print heads patterning each material in layers [1190]. Thin-film printing of electronic devices is already a reality [1191].
The Thermojet Solid Object Printer [932] manufactured by 3D Systems uses inkjet technology to print solid objects to ~85 micron resolution in X, ~60 microns in Y and ~40 micron resolution in Z. According to the product literature, printer volume is 2.57856 m3 and model build time is ~104 sec with a maximum model size of 0.0095 m3, hence the time to build a printer’s volume worth of models is ~2.7 x 106 sec, or ~1 month “replication” time for a 499 kg printer.
The Z406 system built by Z Corporation in cooperation with Hewlett-Packard offers color inkjet-like 3-D solid printing technology to ~76 micron resolution in Z, with a vertical build speed of 152 microns/minute across a square 203 mm x 254 mm build area, up to a maximum object height of 203 mm [1192]. (The product literature gives printer volume as 0.902496 m3 and model build speed as 1.31 x 10-7 m3/sec, so the build time for a printer volume is 6.9 x 106 sec, or ~3 months “replication” time for a 210 kg printer.) Each of the three exterior dimensions of Z Corp.’s smallest solid printer unit, the Z400, are still much larger (740 mm x 910 mm x 1070 mm) than any of the build volume dimensions [1192]. Standardization of 3-D descriptive data formats is already under discussion [1193].
Smay, Cesarano and Lewis [1194] at the University of Illinois and Sandia Labs use an ink jet printer to deposit colloidal inks carrying tiny particles made of metals, ceramics, plastics, or other materials in a layer-by-layer sequence to directly write desired 3-D patterns with 100 micron features. The robotic deposition or “robocasting” gel must be thick enough to support itself as it spans empty spaces, and must also retain its shape without significant shrinking or sagging as it hardens.
There is already a vast literature [1195] on microstereolithography [1196-1221], with applications including microactuators [1222, 1223], microbiomedical devices [1224, 1225], microelectronics [1226], microelectrophoretics [1227], microfluidics [1228, 1229], microoptics [1230], micropumps [1231-1233], and microrobots [1234], and electrodeposition microfabrication or EFABTM is well-known [1122-1124]. Gas phase SFF (Solid Freeform Fabrication) has also been investigated [1125-1127] – laser beams passing through acetylene gas produce solid carbon rods [1235]. In this manner Westberg et al [1236] have fabricated a 3-turn boron spring 2 mm high and 200 mm wide; Maxwell et al [1237] have formed micro-solenoids and micro-springs from C, W, and TiC fibers as small as 5 mm with horizontal deposition rates >12 cm/sec for high-pressure (11 atm) deposition; and layered microwall [1238] and ~300-mm diameter column [1239] structures have also been manufactured.
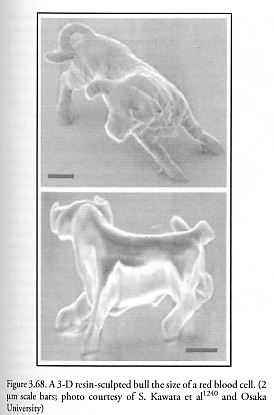
Progress is being made in solid printing at even smaller size scales [1240-1245]. For example, in 2001 Satoshi Katawa and colleagues at Osaka University [1240] used two-photon micropolymerization in resin to create a 2 micron x 10 micron 3-D sculpture of a bull (Figure 3.68) to a voxel resolution of 120 nm. In the single-beam geometry, a single high numerical aperture objective lens is used to tightly focus the laser light so that two-photon processes are confined to the focal volume – the two-photon absorption cross-section for known materials is quite small, so that the light intensity outside the focal volume is insufficient to launch these reactions, permitting 3-D resolution in a single-beam laser scanning system. The researchers chose the shape of a bull because it has “a very sophisticated 3-D shape with sharp tips and a smooth and rough body,” noted Hong-Bo Sun, a team member who says that the same technique might also be used to manufacture microscopic sensors and 3-D computer memories [1246]. Marder and Perry [1247] at Georgia Tech, also using two-photon 3-D lithography with a two-photon resist, have made 3-D structures of silver, gold, and copper metal as small as 0.170 micron wide and 0.500 micron long, with linear writing speeds up to 100 cm/sec. They believe their process can produce feature sizes as small as 100 nm.
Many other approaches have been tried. Riehn et al [1248] used near-field optical lithography (a scanning near-field optical microscope (NSOM/SNOM) with a UV laser) to fabricate functional 2-D patterns with 160-nm feature sizes from the conjugated polymer poly(p-phenylene vinylene). Stuke’s group [1249-1251] has generated 3-D microstructures by rapid laser prototyping, and 3-D nanostructure fabrication via focused-ion-beam CVD is described in Section 4.7. Wilson, Boland, and Mironov et al [1241-1244] have printed 3-D tubes of living tissue using modified desktop printers filled with suspensions of micron-sized cells instead of ink – a first step towards printing protein patterns, complex tissues, or even entire organs. Similarly, Vaidyanathan and Mulligan [1252] are solid-printing resorbable implantable bone scaffolds for surgeons, as is the company Therics [1253]. Sciperio Inc. [1254] is developing a “direct-write tissue deposition apparatus” for the “creation of engineered tissues, or neo-organs” composed of “vascularized 3-D tissue scaffolds and living cells.” Mirkin’s group [2809] has created dip-pen nanolithography arrays that can write 2-D nanoscopic patterns layer by layer on surfaces – a minimum linewidth of 60 nm has been demonstrated using an eight-pen microfabricated probe array. Proteins can be printed with an AFM-based “nanofountainpen” [1255]. Alexandridis and Docoslis [1256] have used electrophoresis to stack latex, silica or graphite microparticles into 3-D structures of prescribed size and composition, held together by the electrical field, and it is claimed that the same process could be applied to nanoparticles. Saul Griffith [1173] in Jacobson’s group has described tabletop “personal fabricators” and several tools for the rapid prototyping of micron-scale feature-sized devices for the manufacture of printed microelectromechanical systems (PEMS). This would include laser-based stereolithography using a rapidly (up to ~4 KHz) switched micromirror array to achieve highly parallel operation [1173]. Says Neil Gershenfeld [1257], head of the MIT Center for Bits and Atoms: “We’re approaching being able to make one machine that can make any machine. I have a student working on this project who can graduate when his thesis walks out of the printer, meaning that he can output the document along with the functionality for it to get up and walk away.”
Lipson and Pollack say that while they are contemplating the conditions necessary for full electromechanical self-replication, this is not a primary goal of their research: “Self-replication is very easy in software and cellular automata. What is harder is to find the ‘bootstrap.’ Just as a forge, a mill, and a lathe lead to more mills and lathes, and ultimately to the industrial revolution, and just as understanding stored program computers and digital communications lead to all of modern computer science and the internet, our set of robotic technologies could someday lead to a self-sustaining ‘bootstrap’ and to more complex robotically-designed and robotically-constructed robots.” Adds Rodney Brooks [1258], director of the Computer Science and Artificial Intelligence Laboratory at the Massachusetts Institute of Technology, on the Lipson-Pollack work: “This is a long-awaited and necessary step towards the ultimate dream of self-reproducing machines.”
Last updated on 1 August 2005
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}