Kinematic Self-Replicating Machines
© 2004 Robert A. Freitas Jr. and Ralph C. Merkle. All Rights Reserved.
Robert A. Freitas Jr., Ralph C. Merkle, Kinematic Self-Replicating Machines, Landes Bioscience, Georgetown, TX, 2004.
4.11.1 Drexler Minimal Assembler (1992)
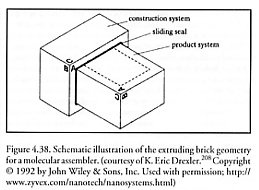
In 1992, Drexler (in Nanosystems [208], Section 16.3) proposed a “minimal diamondoid-material mechanosynthetic system” explicitly specifying the extruding brick architecture (Figure 4.38). This device has “an inert [internal] workspace environment in which highly active reagent moieties can be positioned relative to workpieces with high precision and reliability.” Drexler’s minimal assembler would comprise ~100 moving parts and ~2 x 107 atoms, or ~160,000 nm3 of diamondoid structures packaged into a total assembler volume of ~(100 nm)3. The mean error rate per manufacturing operation can be as poor as 10-8, far less than the 10-15 error rate anticipated for more mature assembler systems [208].
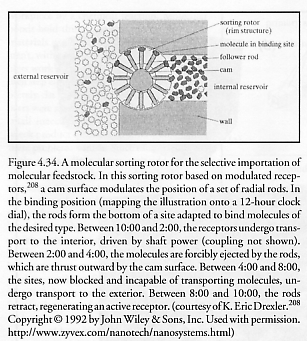
The assembler floats in a liquid solution consisting of feedstock molecules of several kinds, prepared by conventional chemical synthesis, “each having a reagent-precursor moiety at one end and a distinctive ‘handle’ of several dozen atoms at the other.” Differences between handles enable selective binding (e.g., as illustrated in Figure 4.34), whereupon: “Forces applied by a manipulator can drive the rotation of a receptor from the exterior to the interior of the enclosure, and can force the release of a bound feedstock molecule; the handle can then bind to a larger block with a standardized, grippable surface. A pair of manipulators (one can be an immobile gripper) can be situated so that their tips can interact. Bound feedstock molecules can then be moved, placed, and made to interact with flexible control of encounter sequence and geometry. The resulting mechanochemical transformations can generate a wide range of reagent moieties and subassemblies from a smaller range of feedstock molecules. In particular, relatively unreactive precursors (stable in solution) can be transformed into highly active reagents in the inert environment within the enclosure. Once prepared, reagents can be applied, transferring groups to (or abstracting atoms from) a workpiece.
Unfortunately, while operating, this assembler produces large amounts of garbage, necessitating a waste expulsion pump: “The preparation and application of reagent moieties will generate wastes in the form of discarded handle structures. These will typically have a volume greater than that of the product structure, and must be cleared from the workspace. The manipulator can deliver them to a relatively unselective positive-displacement pumping mechanism for expulsion into the surrounding solution. Spent handles might resemble feedstock molecules enough to compete for receptors. This problem can be avoided by either (1) ensuring that their use modifies structures important to binding, (2) ensuring that their concentration in solution remains very small, or (3) trapping them in an expandable external compartment (e.g., a bag).”
The internal “inert workspace environment” envisioned here is not vacuum, but rather “a helium-filled structure [that] can equalize interior and exterior pressures to minimize wall flexure. More precisely, an enclosure can include an expansion bellows, thereby concentrating flexure in a region designed to accept it. Evacuated regions would be needed (if at all) only inside actuators, and these could be pumped: the presence of a few molecules would be inconsequential. Helium can be admitted (and large molecules excluded) by helium-permeable pores. A suitable internal helium pressure will result if the surrounding liquid is in contact with gaseous helium, and if the mean fluid pressure does not vary too widely or too fast.” Given a ~106 nm3 interior volume and a mean gas mole-fraction impurity concentration <10-9 in the helium gas, “the probability of the presence of a stray nonhelium molecule in any one device is <0.1, hence most [devices] lack any contamination. Many reactive contaminants would be neutralized by gettering, that is by providing sacrificial reactive surfaces with which they can combine without harmful effect. One such contaminant is hydrogen, the molecule most likely to enter through helium-permeable pores.”
Control and power are delivered to the assembler acoustically. “Pressure-threshold actuators enable substantially independent control of several tens of mechanisms within a single manufacturing system; an indefinitely large number of identical systems can be driven through the same sequence of operations at the same time.” Drexler describes two possible actuator systems: a high-pressure system with a 20,000 atm operating range and 20 distinct actuator classes using 5 nm3 pistons having threshold actuation pressures in 1000-atm steps (i.e., 1000 atm for the first actuator, 2000 atm for the second actuator, etc.), and a low-pressure system with a 200 atm operating range and 20 distinct actuator classes using 500 nm3 pistons having threshold actuation pressures in 10-atm steps (i.e., 10 atm, 20 atm, etc.). A drawback to this design is the problem of collateral actuation – as Drexler notes, “shifting the ambient pressure monotonically from the [threshold pressure] value for one class to that of another class, then back again, will cycle all actuators of intermediate [threshold pressures] exactly once.” An ideal system would avoid this, allowing the control system to drive only the one desired actuator during each operation cycle.
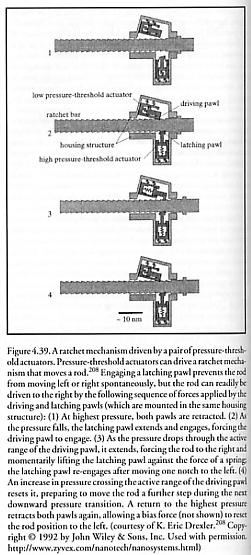
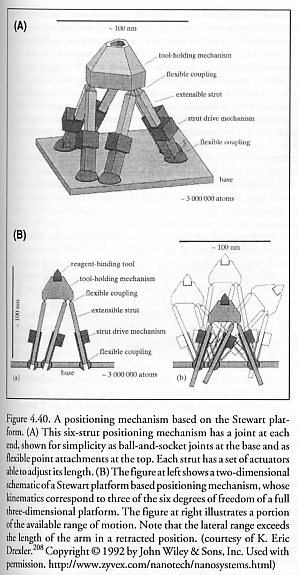
The arrival of acoustic control pulses from the external environment causes the assembler geometry to lengthen or shorten (via the “bellows” mechanism) with the shifting pressure, transmitting the pressure changes into the helium-filled interior of the device and thence to pressure-driven threshold actuators, which directly drive ratchet mechanisms (Figure 4.39) that extend or retract the struts of a Stewart platform-type manipulator (Figure 4.40); such manipulators are already well-known in commercial macroscale robotics [2321]. This manipulator then executes the physical motions necessary for all onboard manufacturing operations. “Using a manipulator mechanism able to reach a large portion of the interior space, complex behaviors can be implemented by complex control sequences, rather than by complex hardware. With 10 MHz actuator stepping rates, manufacturing can proceed at ~200 operations per second, enabling a system to build an object of its own complexity in about a day.” However, no method is given by which a daughter device can be separated from the parent without disturbing the interior environment of the parent.
Drexler [208] makes the important additional observation that “a manipulator can replace many other control mechanisms. With a ‘hand’ in the workspace, various devices can be ‘hand operated’ – for example, a manipulator could push any one of a dozen levers to select and move a particular transport mechanism, or it could move a partially finished part from a clamp to a special jig for a series of operations, and then to its destination. To minimize parts and physical complexity, it may be desirable to use a manipulator for many purposes beyond the narrowly mechanochemical.”
Last updated on 1 August 2005
{kind=link}
{kind=link}
{kind=link}
{kind=link}