Kinematic Self-Replicating Machines
© 2004 Robert A. Freitas Jr. and Ralph C. Merkle. All Rights Reserved.
Robert A. Freitas Jr., Ralph C. Merkle, Kinematic Self-Replicating Machines, Landes Bioscience, Georgetown, TX, 2004.
3.7 Self-Replicating Automated Industrial Factory (1973-present)
For nearly two centuries fiction has portrayed the increasingly automated mechanisms of evolving industrialism. For example, in 1897 Lathrop [697] imagined that in the 22nd century vast automated factories would be run by a single person at a keyboard. The following comments, attributed [698] to Konrad Zuse (1910-1995), builder of the world’s first programmable digital computer in 1941 (Section 6.3.4), which were apparently communicated to the writer sometime in the early- or mid-1980s following the 1980 NASA lunar factory study (Section 3.13), express a similar anticipation:
Another idea of mine was “The Self-Reproducing System.” I approached this concept differently to John von Neumann, who dealt with it using pure mathematics in the context of cellular computers. As an engineer I was more interested in setting up the conditions necessary for actual construction. In essence, the idea envisages a tool factory which is capable of reproducing its own essential component parts. This idea has met with complete opposition. People have been reluctant to consider such a radical solution for all sorts of reasons. Today traditional means of production are being automated step by step. We have yet to build the factory of the future. But one day these far-sighted developments will become reality, leading to a complete revolution in the production process throughout the economy.
Over the last several decades there has been much progress in developing highly automated manufacturing systems wherein direct human interaction with the workflow is minimized, and in developing flexible manufacturing systems whose production line can be rapidly reconfigured for alternative products. The end result of this technical evolution could be an industrial factory capable of fabricating and assembling all of the parts of which it is comprised, resulting in a self-replicating factory system – even if none of the individual machines within that factory could directly replicate themselves.
In the early 1970s, Merchant [699] suggested that a fully automatic factory capable of producing and assembling machined parts could consist of modular manufacturing subsystems, each controlled by a hierarchy of computers interfaced with a larger central computer. The modular subsystems would perform seven specific manufacturing functions:
Product design by an advanced “expert system” software package or by humans remotely or interactively, using a computer design system that stores data on models, computes optimal designs for different options, displays results for approval, and allows efficient process iteration.
Production planning, an optimized plan for the manufacturing processes generated by a computer on the basis of product-design outputs, scheduling, and line-balance algorithms, and varying conditions of ore-feedstock deliveries, available robot resources, product mix and priorities. Planning includes routing, timing, work stations, and operating steps and conditions.
Parts forming at work stations, each controlled by a small computer able to load and unload workpieces, make parts and employ adaptive control (in-process operation sensing and corrective feedback), and incorporate diagnostic devices such as tool-wear and tool breakage sensors. (By 2004, machine parts could be designed, priced, ordered, machined and shipped online [752].)
Materials handling by different computer-controlled devices such as lifts, warehouse stacking cranes, carts, conveyors, and industrial robots with or without sensors that handle (store, retrieve, find, acquire, transport, load, unload) parts, tools, fixtures and other materials throughout the factory.
Assembly of parts and subassemblies at computer-controlled work stations, each of which may include a table, jigs, industrial robots with or without sensors, and other devices.
Inspection of parts, subassemblies and assemblies by computer-controlled sensor systems during and at the end of the manufacturing process.
Organization of production information, a large overseeing computer system that stores, processes, and interprets all manufacturing data including orders; inventories of materials, tools, parts, and products; manufacturing planning and monitoring; plant maintenance; and other factory activities [700].
Historically, the Japanese have been the most aggressive in pursuing the “total automation” concept. During 1973-1976 their Ministry of International Trade and Industry (MITI) supported a study [701] entitled “Methodology for Unmanned Manufacturing” (MUM), which forecast some rather ambitious goals, including explicitly the capability “of expansion, self-diagnosis and self-reproduction.” The MUM factory was to be operated by a 10-man crew, 24 hours per day, replacing a conventional factory of about 750 workers. The facility would be capable of turning out about 2000 different parts. The study led to a seven-year national R&D program at a funding level of 12 billion yen (about $57 million) to develop, establish, and promote technologies necessary for the design and operation of a “flexible manufacturing system complex” [702]. One of the most significant characteristics of such massive automation is the possible regenerative or “bootstrapping” effect. Using robots to make robots should decrease costs dramatically, thus expanding the economically viable uses of robots. This, in turn, increases demand, leading to yet further automation, which leads to lower-cost robots, and so on. The end result is “superautomation” [703]. A similar effect has already been seen in the computer industry wherein significant decreases in the price/performance ratio have continued unabated over four decades.
At a Tokyo conference on robotics in September 1980, Fujitsu Fanuc Ltd., a leading international manufacturer of N/C (numerical control) machining equipment, announced its plans [704, 705] to open an historic robot-making factory near Lake Yamanaka in Yamanashi Prefecture in November. In this $38 million plant (which went into operation in January 1981 [706, 707]), industrial robots controlled by minicomputers manufactured other industrial robots virtually without human intervention. (The factory operated one or two shifts out of three without human attendance [708].) The plant, which was the first “unmanned” factory in the machinery industry, was originally expected to produce robots and other electronic equipment worth about $70 million in the first year of operation with only 100 supervisory personnel, expanding in five years (using some of its own manufactured robots) to a $300 million annual output with a workforce of only 200 people – less than a tenth of the number required in ordinary machine factories of equivalent output. A spokesman at the time said that Fanuc’s fully automated system was suitable not only for mass production of a single product line, but also for limited production of divergent products.*
* At Nissan’s carmaking plant in Japan in 1980 [709], “96% of the body assembly work done at our Zama plant is performed by automated machines: highly sophisticated, precision equipment that is controlled by computer and makes no mistakes.” By 1980, the methods envisioned for MUM were being pursued vigorously by three Japanese government research institutes and twenty private companies, and were being managed by the Agency of Industrial Science and Technology of MITI [710].
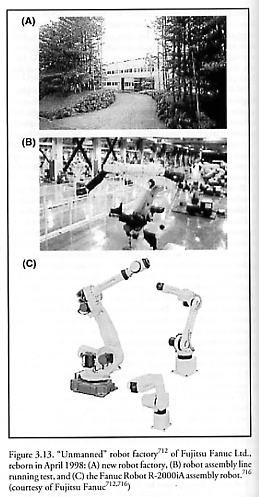
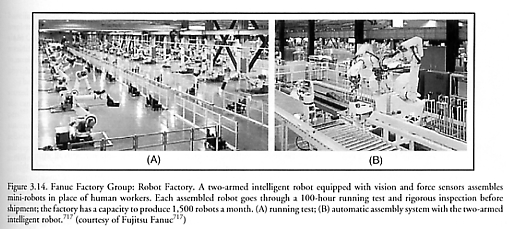
Unfortunately, notes Toth-Fejel [711], this first attempt at an “unmanned” robot factory by Fanuc was economically unsuccessful and was eventually shut down, but later was reborn [712] in April 1998. In the new plant (Figure 3.13), a single Fanuc two-armed robot assembles smaller robots using a three-dimensional vision sensor and six force sensors that correct random positional errors. A different part of the factory (Figure 3.14) uses a distributive warehouse system for automatically assembling the larger robots [713]. Hence the robots in this factory are, effectively, self-replicating robots – the robots* can assemble selfsame robots, given parts. Other robotic manufacturers, such as Yasukawa Electric, also use robots to make robot parts [714], while Yamazaki Mazak has several FMSs (Flexible Manufacturing Systems) that machine the components for the CNCs (Computerized Numerical Controlled machines) that make up their FMSs [715]. Another area of automated assembly technology that applies to self-replication is high-flexibility assembly line technology, especially the type that can cope with the mixed-flow production of multiple output parts.
* According to the Fanuc “Robot Products” webpage [716]: “The FANUC Robot R-2000iA is a multi-purpose, intelligent robot integrating mechanical, electronic and artificial intelligence technologies. The Intelligent robots rely on vision sensors to locate and grasp parts of all sizes. Relying on force sensors, they can detect requisite force and perform assembly work. In these ways, work traditionally dependent on human senses and expertise is robotized, and system costs are reduced by eliminating peripheral equipment.”
For more than two decades since the first Fanuc plant began making its own robots, futurists have been predicting the emergence of fully automated, “unmanned,” or “lights-out factories,” and these are slowly becoming more common [718], particularly in continuous flow processes and other specialized areas. For example:
o IBM has a keyboard assembly factory in Texas that is totally lights-out [719]. A few engineers and technicians are on-site to support the machines, but human hands never touch the products during the manufacturing process. People drive trucks to the factory doors to deliver raw materials and to pick up finished products. The factory operates 24/7 with down time used for scheduled maintenance or repair. Since factory computers themselves have keyboards, the system arguably may be said to be partially self-replicating.
o At the Unifi Inc. textile manufacturing plant in Yadkinville, North Carolina, “everything is run by computers and there’s nobody on the production floor” [720].
o When NeXT computers were still being produced in the early 1990s, the factory that assembled the computers used robotic assemblers which were themselves controlled by computers of a similar type [721]. This led to the observation that microcomputers were controlling robots that were making more microcomputers [722], implying that the microcomputers were at least partially self-replicating.
o Fanuc Robotics claims a throughput of 320 robot-related parts per hour with a fully automated (unmanned) robot/lathe system [723]. They are developing [724] “a humanoid robot...capable of using its both arms to assemble and disassemble model robots.” In June 2002 FANUC announced [725] a new “robot cell” enabling 72-hour unmanned machining operations. In March 2003, they launched a new robot system [726] “capable of 24 hours continuous machining per day for 7 days.” Interestingly, upon completion of new robotic factories in Japan, a priest usually conducts “a Shinto ritual to purify the newly added factory.” [727]
o Haas Automation, Inc., of Oxnard, California, is the largest unit-volume producer of CNC machine tools in the United States, producing over 600 CNC machines for the first time in October 2000 [728]. Their machine shop runs two shifts – the second is essentially “lights out” because of extensive automation – while machine assembly only runs one shift. Shipping generally takes place in the evening to avoid conflicts with assembly operations [729].
o A private machine tool company in Leicester, U.K., performs production machining operations on a two-shift, 20/7 partial “lights-out” basis (it runs unattended during the night) – the operator sets up the machines at 6 PM and checks them at 9 PM, then both machines run unattended through the night until 7 AM [730].
o In Clermont-Ferrand, France, international headquarters of Michelin (the world’s largest tire manufacturer), a “new and secretive plant” went online in early 1994, producing tires with an integrated system of automation so advanced that rival companies “rushed to check out the patents.” Michelin would not reveal the factory’s capacity, but it employed only fifty workers, the factory design being described as approaching the futuristic vision of a “lights out” factory [731].
o For two decades semiconductor manufacturers have dreamed about lights-out chip fabrication plants. There have been some respectable attempts to achieve this goal in the past, but the high cost of systems integration prevented their widespread adoption. Today, the required increase in equipment usage and the required reduction in process variation and contamination is driving “fab” automation levels closer to 100% [732].
Although a number of totally automated production lines have been attempted, “appropriate automation” was still a more cost-effective solution than “total automation” in 2004. Some claim that no matter how automated a factory becomes, humans will still be required to perform those functions not easily automated, including supervision, decision-making, maintenance and trouble-shooting, as well as complex assembly operations [733, 734]. However, assembly of simple precision products such as electronics (e.g., circuit card assemblies) and many high-volume assembly tasks for well-understood processes (e.g., the use of pick-and-place robots for electronic component insertion, robotic riveting, or automated sealing) normally permit a high degree of automation and achieve high quality. There are also many successful high-speed continuous assembly lines making such products as diapers, camera film, or fabric softener sheets wherein the product may be generated at hundreds of meters per minute. But electromechanical assembly (e.g., wiring harness routing, optics/frame mounting, and sensor integration) remains largely manual. The barriers to increasing the speed of assembly are bottlenecks or transformation points, where the assembly line must slow down or even stop suddenly if there is a problem [734].
Additionally, while some assembly lines may be highly automated, the creation of these automated processes is not automatic. Most robotic assembly processes are product- and process-specific and must be custom-developed and debugged [734]. There are as yet few “design for assembly” (DFA) tools that use robust, structured assembly process models to provide the best assembly knowledge to the design and manufacturing team. Part of the problem is that current CAD assembly modelers have only a limited perception of spatial relationships, which enables the creation of process plans that incorporate tasks which are physically impossible to perform or that require the creation of custom tools. Today’s “general-purpose” assembly systems are limited to performing the same process for similar products, with modification of programming and specific tooling. As industrial engineers gain better scientific understanding of component materials, product designs, and manufacturing processes and equipment, it is believed that automated assembly will become easier and less expensive [734]. These engineers are also beginning to explicitly analyze the impact of self-replicating robots on the mix of automated and manual operations in the context of industrial automation systems [735, 736], communication and control for self-replicating robots [737], and also on emerging concepts of “industrial ecology” [738-745].
A comprehensive survey of the last three decades of advances in manufacturing technology [746] and factory automation is beyond the scope of this book, but a great deal of progress has been made in automated parts fabrication via CAD/CAM/CAE [747-752], intelligent manufacturing systems [753-756], flexible assembly systems [757-759], flexible manufacturing systems [760-768], automated work cells and computer-integrated manufacturing (CIM) [769-779], automated planning including agoric systems [780-783] and other means (Section 5.7), and “self-formation” in manufacturing [784-788]. The historical development of control structures in automated manufacturing is reviewed by Dilts et al [789].
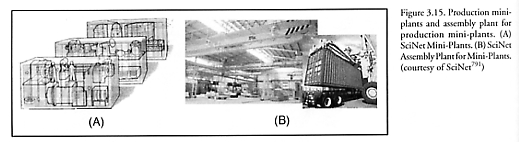
Finally, we might also consider to be self-replicating a factory system which contains all of the tools and component machines necessary for its own manufacture, but which requires human operators (hence lacks only process control closure). One example which approaches this class of self-replicating system is the production mini-plants (Figure 3.15(A)) in mobile containers marketed by Science Network (SciNet) [790]. These 40-foot containers are 2.5 m x 2.5 m x 12 m in size (30 m2 floor space) and are designed to be supplied to developing countries that need to install a quick turnkey-type manufacturing capacity for bakeries, tire retreading, or mobile medical units. All production machinery is fixed on the platform of each mini-plant system container, with all wiring, piping, and installation parts included. SciNet also has designed a shippable prototype assembly plant [791] with 3060 m2 of (mostly open) floor space (Figure 3.15(B)) that can also be supplied to the host country at a cost of $3.2M and then can be used to manufacture more than 700 different kinds of mini-plants [792], including mini-plants for making cutting and machine tools, concrete pipe, industrial and water valves, steel nails, bricks and concrete blocks, welding electrodes, electrolytic coatings, concrete mixing, grey iron smelting, reinforcement bar bending for construction framework, metal sheeting for roofing and ceilings, manual electrical tools, forceps, plated drums, pressure-forged molded pieces, forged ball bearings, polypropylene, silicon carbide abrasives, plastic boxes, hoists, electrical generators, storage batteries, and electrically welded construction mesh. The assembly plant has a stated production capacity of 1872 mini-plants per year [792]. The literature is silent as to whether the assembly plant can manufacture a sufficient number of different mini-plant types so as to enable the manufacture of a second assembly plant – and hence, to replicate – but, judging from the diversity of mini-plants enumerated above, it does not seem implausible to presume that this could be so.
Hans P. Moravec, a principal research scientist at the Robotics Institute at Carnegie Mellon University, was reported [793] as claiming that “by 2040, robots should be skilled enough to design and build automated factories that manufacture improved versions of themselves. Business competition will ensure that robots take over human jobs until 100% of industry is automated, from top to bottom.” In his recent book, Moravec [794] offers more details of the path leading to self-sufficient and self-replicating robots.
In 1995, Raj Reddy, head of the Carnegie Mellon University (CMU) Robotics Institute and co-chair of the President’s Information Technology Advisory Committee (PITAC) from 1999-2001, listed “95% self-replicating systems” as one of the “longstanding challenges in the AI area that will be within technological reach in the next twenty years.” [7] Reddy lectured on self-replicating systems in 1983 after hearing about the 1980 NASA study (Section 3.13), remains interested in “self-reproducing factories and their necessary conditions” [795], and is associated with the “Automated Machine Shop project” at CMU [796].
Last updated on 1 August 2005
{kind=link}
{kind=link}
{kind=link}