Kinematic Self-Replicating Machines
© 2004 Robert A. Freitas Jr. and Ralph C. Merkle. All Rights Reserved.
Robert A. Freitas Jr., Ralph C. Merkle, Kinematic Self-Replicating Machines, Landes Bioscience, Georgetown, TX, 2004.
3.13.2.2 Freitas Factory Replication System
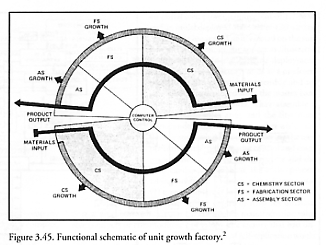
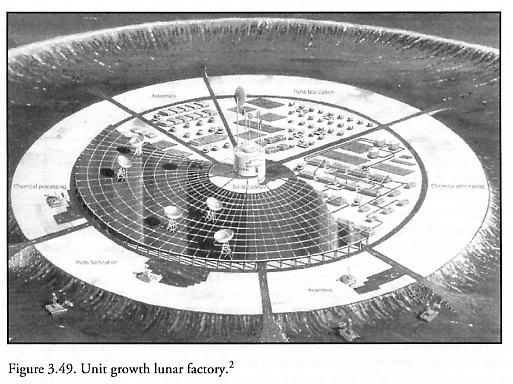
The design for unit growth, grounded in earlier work by RSC Team member Freitas [1014], was intended to be a teleoperated or fully autonomous general-purpose factory which expands to some predetermined mature size starting from a relatively tiny “seed” initially deposited on the lunar surface that unpacks and begins to grow. This seed, once deployed on the Moon, remains circular in shape, thus providing the smallest possible perimeter/surface area ratio and minimizing interior transport distances. Expansion is radially outward with an accelerating radius during the growth phase. The factory platform is divided into two identical halves (Figure 3.45), each composed of three major production subsystems: (1) the chemical processing sector, which accepts raw lunar materials, extracts needed elements, and prepares process chemicals and refractories for factory use; (2) the fabrication sector, which converts these substances into manufactured parts, tools, and electronics components; and (3) the assembly sector, which assembles fabricated parts into complex working machines or useful products of any conceivable design. Each circular growth unit includes eight fundamental subsystems, the first three of which are external to the main factory floor, as follows:
(1) Transponder network. A transponder network operating at gigahertz frequencies assists mobile factory robots in accurately fixing their position relative to the main factory complex while they are away from it. The network is composed of a number of navigation and communication relay stations set up in a well defined regular grid pattern around the initial seed and the growing factory complex. This may be augmented by a lunar GPS.
(2) Paving robots. In order to secure a firm foundation upon which to erect seed (and later factory) machinery, a platform of adjoining flat cast basalt slabs is required. In the baseline design, a team of five paving robots lays down this foundation in a regular checkerboard pattern, using focused solar energy to melt pregraded lunar soil in situ.
(3) Mining robots. Factory mining robots perform six distinct functions in normal operation: (1) strip mining, (2) hauling, (3) landfilling, (4) grading, (5) cellar-digging, and (6) towing. Lunar soil is strip-mined in a circular pit surrounding the growing seed and hauled back to the factory for processing, after which the unused slag is returned to the inside edge of the annular pit and used for landfill which may later be paved over to permit additional factory radial expansion. Paving operations require a well graded surface, and cellar digging is necessary so that the central computer may be partially buried a short distance beneath the surface to afford better protection from potentially disabling radiation and particle impacts. Towing is needed for general surface transport and rescue operations to be performed by the mining robots. The robot design selected is a modified front loader with combination roll-back bucket/dozer blade and a capacity for aft attachments including a grading blade, towing platform, and a tow bar.
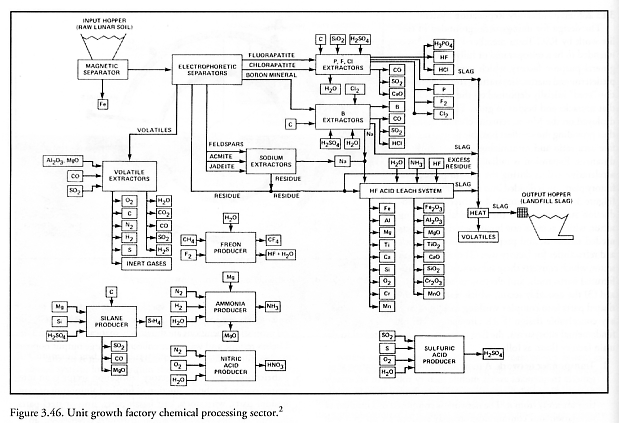
(4) Chemical processing sectors. Mining robots deliver raw lunar soil strip-mined at the pit into large input hoppers arranged along the edge of entry corridors leading into the chemical processing sectors in either half of the factory. This material is electrophoretically separated [1104] into pure minerals or workable mixtures of minerals, then processed using the HF acid leach method [1105, 1106] and other specialized techniques to recover volatiles, refractories, metals, and nonmetallic elements. Chemical processing operations are shown schematically in Figure 3.46. Useless residue and wastes are collected in large output hoppers for landfill. Buffer storage of materials output is on site.
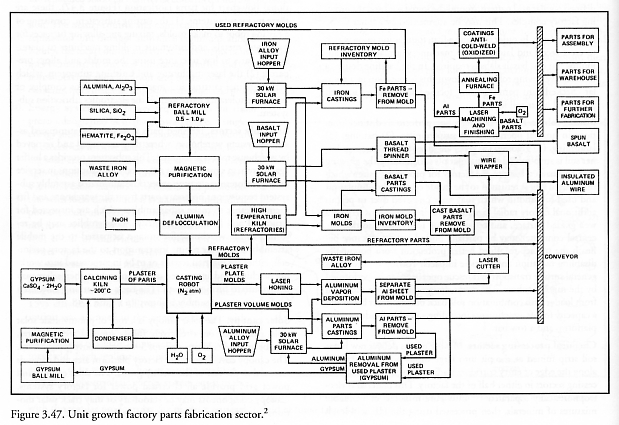
(5) Fabrication sectors. The factory fabrication sector is an integrated system for the production of finished aluminum or magnesium parts, wire stock, cast basalt parts, iron or steel parts, refractories, and electronics parts. As shown in the basic operational flowchart for parts fabrication (Figure 3.47), there are three major subsystems: (1) the casting subsystem, consisting of a casting robot to make molds, mixing and alloying furnaces for basalt and metals, and automatic molding machines to manufacture parts to low tolerance using the molds and alloys prepared; (2) the laser machining and finishing subsystem, which performs final cutting and machining of various complex or very-close-tolerance parts; and (3) the electronics fabrication subsystem [1074].
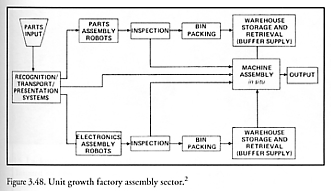
(6) Assembly sectors. Finished parts flow into the automated assembly system warehouse, where they are stored and retrieved by warehouse robots as required. This subsystem provides a buffer against system slowdowns or temporary interruptions in service during unforeseen circumstances. The automated assembly subsystem requisitions necessary parts from the warehouse and fits them together to make subassemblies which are inspected for structural and functional integrity. Subassemblies may be returned to the warehouse for storage, or passed to the mobile assembly and repair robots for transport to the factory perimeter, either for internal repairs or to be incorporated into working machines and automated subsystems which themselves may contribute to further growth. The basic operational flowchart for factory parts assembly is shown in Figure 3.48.
(7) Solar canopy. The solar canopy is a roof of photovoltaic solar cells, suspended on a relatively flimsy support web of wires, crossbeams and columns perhaps 3-4 meters above ground level. The canopy covers the entire factory platform area and expands outward as the rest of the facility grows. The solar canopy and power grid provide all electrical power for factory systems. Canopy components may be stationary or may track solar motions using heliostats if greater efficiency is required.
(8) Computer control and communications. The seed computer must allow the deployment and operation of a highly complex, teleoperated or completely autonomous factory system. The original computer must erect an automated production facility, and must be expandable in order to retain control as the factory grows to its full mature size. The computer control subsystem may coordinate all aspects of production, scheduling, operations, repairs, inspections, maintenance, and reporting, and must stand ready to respond instantly to emergencies and other unexpected events. Computer control is nominally located at the hub of the expanding factory disk, and commands in hierarchical fashion a distributed information processing system with sector computers at each node and sector subsystems at the next hierarchical level of control. In a practical sense, it is quite possible to imagine the lunar factory operating nonautonomously [1107]. For instance, the in situ computer could be used simply as a teleoperation-management system for operations controlled directly by Earth-based workers. Material factory replication would proceed, but much of the information necessary to accomplish this would be supplied from outside – partially anticipating the concept of the “broadcast architecture” in nanotechnology assemblers (Section 4.11.3.3). Other alternatives were to permit the on-site computer to handle mundane tasks and normal functions with humans retaining a higher-level supervisory role, or to allow people to inhabit the machine factory and help it replicate as a manned machine economy.
A seed mass of 100 tons was assumed because: (A) this mass (~4 lunar excursion modules) was considered a credible system mass in terms of foreseeable NASA launch capabilities to the lunar surface; (B) many subsystems appeared to be approaching a nonlinear scaling regime for smaller systems (in this pre-nanotechnology analysis); (C) similar figures had emerged from prior studies of semi-automated [2690] and fully-automated [1014] replicating factory systems; and (D) the figure had appeared in public discussions by former NASA Administrator Frosch [1055] and by others in prior studies [1051, 1052]. A replication time of 1 year was assumed for similar reasons, leading to an initial seed power requirement of 1.7 MW and an initial deployed diameter of 120 meters.
A single lunar seed unit, erected on the surface of the Moon, might appear as illustrated in Figure 3.49. In the baseline deployment scenario, the seed factory lands at a predetermined site and the mobile assembly and repair robots are deployed from the master control and command center. They assemble a small interim solar array and the first three transponder network stations, after which the mining and paving robots begin laying the seed platform. Finally, the master control and command center is moved to the middle and the solar canopy is assembled, the entire process taking one year. Thereafter, the factory can: (1) grow itself larger to its optimum limit, (2) replicate further copies of itself for distribution to neighboring locales, or (3) commence manufacturing valuable products or commodities. For example, a factory that had undergone thousand-fold growth after 10 years of self-replication would represent a 2 gigawatt power generating facility.
An important aspect of this design is that unlike previous bootstrapping studies which assumed at most 90-96% materials closure (Section 5.6), the Team’s theoretical design goal for the self-replicating lunar factory was 100% materials, parts (both fabrication and assembly), and energy (though not necessarily 100% information) closure. An effort was made to specify all the chemical elements that would be required to build all systems, and then to make sure that all of these elements could be produced in adequate quantities by the chemical processing subsystem. This specifically included on-site chip manufacturing (as discussed in Section 4.4.3 of the NASA report [2] and in Zachary [1074]. Of the original 100-ton seed, the chip-making facility was estimated to have a mass of 7 tons, drawing about 20 kW of power (Freitas and Gilbreath [2] at Appendix 5F, p. 293). 100% materials closure was achieved “by eliminating the need for many...exotic elements in the SRS design... [resulting in] the minimum requirements for qualitative materials closure....This list includes reagents necessary for the production of microelectronic circuitry.” (Freitas and Gilbreath [2], pp. 282-283)
Last updated on 1 August 2005
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}