
Nanofactory
Collaboration
|
|
Nanofactory |
|
Remaining Technical Challenges
for Achieving Version 1.3
There are a great many technical challenges that must be overcome in order to demonstrate the feasibility of diamondoid molecular manufacturing, molecular machine systems, nanoscale robotics, and nanofactories. The basic scientific case for feasibility was first put forth by K. Eric Drexler in his landmark engineering textbook Nanosystems (1992). Building on Drexler’s work, Freitas has argued for the technical feasibility of medical nanorobotics in his technical book series Nanomedicine Vol. I (1999) and Nanomedicine Vol. IIA (2003), and Freitas and Merkle have surveyed the current state of the art in molecular manufacturing in their technical book Kinematic Self-Replicating Machines (2004). With the concept and potential utility of molecular machine systems well-established by this preliminary work, the technical community is now beginning to seriously examine these proposals in greater detail to assess their feasibility. The constructive skepticism of the technical community is both desired and essential to the success of the Nanofactory Collaboration. It is only by intensively focusing on the myriad details of implementation that a more complete understanding of the challenges and limitations of molecular machine systems can be achieved. Since 2001 we have been compiling a growing list of technical challenges to implementation of diamondoid molecular manufacturing and molecular machine systems. This list, which is lengthy but almost certainly incomplete, parallels and incorporates the written concerns expressed in thoughtful commentaries by Philip Moriarty in 2005 and Richard Jones in 2006. We welcome these critiques and would encourage further constructive commentary – and suggestions for additional technical challenges that we may have overlooked – along similar lines by others. Our list represents a long-term research strategy that serves as a direct response to the recent (2006) call by the NMAB/NRC Review Committee, in their Congressionally-mandated review of the NNI, for proponents of “site-specific chemistry for large-scale manufacturing” to: (1) delineate desirable research directions not already being pursued by the biochemistry community; (2) define and focus on some basic experimental steps that are critical to advancing long-term goals; and (3) outline some “proof-of-principle” studies that, if successful, would provide knowledge or engineering demonstrations of key principles or components with immediate value. We would encourage interested researchers to join the Nanofactory Collaboration to help us definitively resolve each of the remaining technical challenges by performing the necessary theoretical – and in some cases, experimental – investigations. Our current list of technical challenges are organized into the four categories of technical capabilities that we believe are required for the successful achievement of positional diamondoid molecular manufacturing, enabling nanofactory development. This list is currently most extensive in the area of diamond mechanosynthesis (DMS) since DMS has been the primary focus of our earliest efforts leading toward nanofactory implementation.
|
| (I) Technical Challenges for Diamond Mechanosynthesis
(a) Need computational simulations of new mechanosynthetic tooltips (b) Need computational simulations of tooltip handle structures having high aspect ratios which will permit close proximation of workpiece reaction sites and (possibly multiple) tooltips juxtaposed near a reaction site.
(a) Need simulations of tooltip-workpiece interactions with diamond surfaces (VASP or equivalent software recommended). (b) Need analysis of optimal tool-workpiece approach trajectories, optimal relative positional configurations of tools and workpiece, and mapping of tooltip work envelopes relative to experimentally controllable parameters such as tooltip rotational state, tooltip-workpiece angles, and tooltip-workpiece distances. (c) Need analytic and statistical assessments of whether the basic DMS mechanochemistry is reliable enough to proceed without error checking. (d) Need comprehensive enumeration and assessment of all pathological states which the workpiece may adopt during a DMS reaction. This analysis must include reaction endo-/exoergicity relative to the desired state, barriers to pathological states, and pathological intermediate/transitional states that the workpiece may adopt during the DMS reaction or after the DMS reaction is complete. Workpiece defect densities must be controlled and eliminated.
(a) Need studies of possible steric congestion among proximated tooltips. Many groups who are working on dual probe scanning probe systems have encountered fundamental limits on how close together two probes may be placed, due to the finite radius of curvature of existing scanning probe tips. DMS failure modes thus may include steric hindrance of desired reactions, possible atomic reconstruction of tooltip handle structures that are brought too closely together, and outright mechanical damage due to tip clash. The ideal tooltip/handle combination will have a high aspect ratio to allow maximum proximation of tooltips. The boundaries of the operating envelopes of closely juxtaposed tooltips must be quantified both theoretically and experimentally.
(a) Need simulations and studies examining tooltips with exposed radical sites that are placed in realistic experimental vacuum environments. Need assessment of the risk of radical site poisoning due to stray contaminants, and estimates of the expected lifetime of these exposed radical sites in such vacuum environments. What level of vacuum is the minimum required for adequate tooltip lifetimes to allow feasible DMS processes? Are some likely contaminants worse than others? (b) Need simulations and studies examining workpieces and diamondoid surfaces with exposed radical sites that are placed in realistic experimental vacuum environments. Need assessment of the risk of radical site poisoning due to stray contaminants, and estimates of the expected lifetime of these exposed radical sites in such vacuum environments. What level of vacuum is the minimum required for adequate workpiece or diamondoid surface lifetimes to allow feasible DMS processes? Are some likely contaminants worse than others? (c) Need survey of existing vacuum systems and availability of ultra-high vacuums. Also need assessment of likely increase in risk of workspace contamination from sources other than tooltips and workpieces, particularly outgassing (desorption) of contaminant molecules from surfaces, tooltip handles, seals, or other mechanisms that might be present inside the workspace volume.
(a) Need design and simulation of DMS reaction sequences that minimize workpiece, tooltip, and intermediate structure reconstructions, and that maintain adequate passivation of intermediate workpiece structures. (b) Need to design and simulate tooltip recharge procedures for discharged tooltips. (c) Need concise definition of a “minimal toolset” and a minimal reaction set for basic DMS, including specific diamond-building reaction sequences, that is necessary and sufficient to build simple diamond structures (e.g., Merkle (1997), Freitas (2007)). (d) Extension and elaboration of “minimal toolsets” sufficient to achieve extended DMS, including the positionally controlled fabrication of concave, curved, and strained-shell diamondoid structures.
(a) DMS must be extended to atoms other than C and H – ideally ensuring a combination of close-to-zero dangling bond density, high diffusion barriers, and directional covalent bonds.
(a) Are the small diamondoid structures commonly envisioned for nanomechanical parts (and their intermediate structures during and after each DMS reaction in the fabrication process) structurally stable, or do they rearrange? Recent research on “nanodiamond” rearrangements will be instructive and should be extensively reviewed, along with the literature describing effects of H passivation/depassivation and temperature on the nature and frequency of surface reconstructions. (b) If these small diamondoid structures rearrange, is the rearrangement regular and reliable, or random and multistructural? Can the rearrangement be reversed, e.g., by repassivation of the reconstructed surface, as with the diamond C(111) surface? Can the rearrangement be ignored, as in the case of a tooltip handle that rearranges in a known but relatively harmless manner after it is fabricated (i.e., in a way that does not affect the reliability of the positionally controlled chemistry that takes place at the tip)? (c) Need a literature review and supplemental theoretical studies on the propensity of diamondoid surface to undergo graphitization, and the conditions under which this structural pathology may occur. (d) Need a literature review and supplemental theoretical studies on the propensity and rate of migration of adspecies across the three principal diamond surfaces, including also migrations along ledge and corner structures, around hole rims, and across convex and concave regions, as a function of adspecies type and system temperature. These studies should include an analysis and quantification of any barriers to surface diffusion and migration. (e) Need a study of the extent to which photoexcitation leads to misreaction and rearrangement of these structures (and their intermediates during fabrication). (f) Need a study of the extent to which the presence and geometric distribution of strained bonds, and the degree of strain, influences the reconstruction of small diamondoid nanoparts and their intermediate structures. (g) Proper quantum chemistry calculations (e.g., ab initio, Density Functional Theory) are needed to determine the structural and chemical stability of target diamondoid machine parts – yielding the stable structure at equilibrium (the structure with the overall lowest free energy). Molecular mechanics simulations alone cannot accurately determine this. (h) Molecular dynamics simulations employing quantum chemistry (e.g., AIMD) are needed to probe the kinetic stability of metastable structures. Metastable structures are structures that are not at equilibrium but which have a low enough probability of transforming to the (undesired) more stable state that they can still be useful for practical nanoengineering purposes. Assessing the utility of metastable structures requires calculation of the energy barrier that prevents reconstruction and ensuring that the energy available in the system (whether thermal, mechanical, or other) is insufficient to push the metastable system over that barrier. (i) Only a very small subset of unterminated surfaces don’t reconstruct. Need a review of all surfaces (both passivated and unpassivated) that are known not to reconstruct. This will provide an early target list for experimental attempts at DMS. The best-known example of a non-reconstructing surface is the diamond C(110) surface. A subsequent broader review of the general phenomenon of surface reconstruction would help to prioritize the secondary target list for future mechanosynthetic experimentation. For this broader study, there should be an analytic emphasis on stiff covalent ceramics and related solids, and on nanoclusters <10 nm in size which are most directly analogous to proposed mechanical nanoparts such as gears and bearings that may contain up to 104 atoms each. (j) Need a definitive study to determine whether or not the clean (nonpassivated) C(111) surface will spontaneously reconstruct at or below room temperature, and to determine below what temperature threshold, if any, it will not reconstruct. (k) Need to quantify the impact on DMS reliability and repeatability of surface relaxation phenomena, as distinct from surface reconstruction phenomena, e.g., as described by Zangwill (1988), Prutton (1994), Woodruff et al (1994), Venables (2000), and Luth (2001). Relaxation effects can be significant in many diamondoid materials, most notably in the case of sapphire (alumina, Al2O3) where surface oxygen ion relaxations can reach ~50% of the layer spacing on the hexagonal (0001) face.
(a) Need to design and simulate the presentation of feedstock molecules tethered to fixed surfaces, for easy pickup by mechanosynthetic deposition tools, as well as the range of motions and procedures for acquiring feedstock molecules onto a positionally controlled tooltip from a feedstock molecule presentation surface. (b) Alternatively, the binding, transport through barrier surfaces, and positioning of initially positionally unconstrained liquid or gaseous feedstock molecules (e.g., acetylene or C2H2) should be explored with a view toward the design of binding sites based mainly on molecular steric (shape) properties that can be flexibly engineered for use in molecular manufacturing systems.
(a) The most urgently needed new experimental capability is the development of a low-noise SPM positioning system with highly repeatable sub-Angstrom (0.2-0.5 Å) positioning accuracy over 1-micron round-trip paths, coupled with a sub-nanometer precision coordinate system spanning at least tens of microns. (b) Need a positioning system that minimizes hysteresis and backlash, or which at minimum performs in a sufficiently repeatable manner as to guarantee tooltip placement accuracy to 0.2-0.5 Angstroms. (c) Extension of multiple-tip nanopositioning systems, increasing the degrees of freedom possible for single molecule positioning (e.g., having workpiece rotation and tilt available during manipulation events) in early systems, and possibly to include, in later systems, the closed-loop control of a dual tip AFM system with at least 5 degrees of freedom per tooltip (6 DOF per tip would be better to ensure that we can accurately align the tooltips). (d) Ultraclean UHV environments having minimal contamination must be provided. A typical UHV vacuum of ~10-9 torr would give the experimenter, on average, ~1000 seconds before poisoning of an exposed radical site might occur due to an impingement of stray contaminant atoms, ions, and molecules. The ability to work inside small volumes would help. For example, a vacuum of 1 nanotorr inside an enclosed 10,000 cubic micron box contains, on average, far less than one contaminant molecule – usually making, in effect, a perfect vacuum. (e) Computer control of trajectories, rotations, and positioning must be studied, with the ultimate objective of fully automating the DMS process so that nanostructures may be fabricated according to a particular blueprint.
(a) Need new methods of positional registration and alignment of the tooltip relative to the target reaction site on the workpiece. Even an extremely small mismatch in the alignment of the tooltip will result in unwanted bond formation. In the case of a multitool tip, each tool must be capable of precision alignment and positioning over the proper workpiece reactive site. (b) Need repeatable positional registration and alignment of a new or returning repositioned tooltip, relative to a workpiece site previously visited by a tooltip, with sufficient accuracy to enable low-error DMS. (c) Need repeatable tooltip rotation and tilt of a new or returning tooltip, relative to a workpiece reactive site, with sufficient accuracy to enable low-error DMS. Small changes in tooltip tilt are predicted to alter reaction exoergicity, reaction barriers, and reaction reliability. (d) Need to devise methods for positional registration of proximated multiple tooltips. How does one locate one tool, relative to another, to carry out a mechanosynthetic step requiring the coordinated action of two or more tooltips? This issue applies both to relative tooltip positions and relative tooltip rotations. (e) Experimental capability for multitip changeout will be required for early DMS demonstration systems. Later-generation “mill” type DMS systems might employ workpieces and tools affixed to a moving transport system that conveys them along predetermined trajectories during which they are discharged, then recharged, in a repetitive sequence. (f) Need methods to ensure precise control over tooltip chemistry and structure so that specific reactions are possible with a high degree of reliability.
(a) Need proposals (and critiques of proposals) describing how to build mechanosynthetic tooltips with appropriate handle structures, using techniques that are experimentally accessible today. (Later-generation systems may employ tooltips to make tooltips, a far quicker and more efficient process.) (b) Need methods to characterize tooltips, once they have been fabricated, without destroying or inactivating them. This will be especially important in the early stages of DMS experimentation when our experience with (and understanding of) such systems is at its lowest ebb.
(a) In the experimental area, we are seeking experimentalists willing and able to undertake laboratory demonstrations of (1) simple DMS or (2) specific required capabilities needed to undertake more sophisticated mechanosynthetic operations. (b) Need a review of the experimental literature and any necessary supplemental experimental work to completely characterize the behavior of the C(111), C(110) and C(100) diamond surfaces under various conditions likely to be encountered during DMS. (c) Need an analysis of the utility of conditional testing of intermediate states of the workpiece during DMS fabrication, and of the most appropriate methods for doing this. Is tooltip/workpiece registration, combined with positional and force feedback measurements during a DMS reaction step, sufficient to ensure reliable DMS operations, or is conditional testing and workpiece reaction site characterization between each steps necessary to achieve acceptable DMS reliability? It is believed that testing of intermediate workpiece states may be essential in the early stages of DMS experimentation. As experience with these systems grows and knowledge is accumulated about the normal range of responses during tooltip-workpiece interactions, it may be possible to largely eliminate step-by-step testing, substituting end-product testing and spot-checking for quality-control purposes. The elimination of step-by-step testing is probably key for massive parallelization and scaleup of DMS-based fabrication systems, especially mill-type systems.
(a) Need experimental demonstration of purely mechanosynthetic (i.e., mechanical forces only, no electric fields involved) H abstraction, preferably on a diamond surface. (b) Need experimental demonstration of purely mechanosynthetic H donation, preferably on a diamond surface. (c) Need experimental demonstration of purely mechanosynthetic C2 dimer (or other simple hydrocarbon moiety) placement, preferably on a diamond surface. (d) Need experimental demonstration of a purely mechanosynthetic sequence of two or more DMS reactions on or near the same reactive site on the same workpiece – for example, two adjacent H abstractions on a diamond surface, or a C2 dimer placement on C(110) followed by H donation onto the previously-placed C2 dimer. (e) Need experimental demonstration of the ability to perform a repeatable sequence of DMS operations on a diamond surface, resulting in the verifiable fabrication of a new diamondoid structure on that surface. (f) Need experimental demonstration of a purely mechanosynthetic fabrication of a significant 3D diamondoid nanostructure. (g) Need experimental demonstration of a purely mechanosynthetic fabrication of a 3D strained-shell diamondoid structure.
(a) Need experimental demonstration of the ability to H-passivate, or H-depassivate, diamond surfaces at simultaneous multiple sites via parallelized tooltip arrays. (b) Need experimental trials of other types of mechanosynthetic operations demonstrating at least the potential for massive parallelization of DMS tooltips.
(a) It would be useful to have a complete library of naturally-occurring adamantane structures, cataloged according to size, geometric structure, atom count, bonding/connectivity, availability after extraction from natural petroleum, and so forth. This would tell us what naturally-occurring “parts” might be readily available in large quantities for further processing into more complex nanostructures such as bearings, gears, and the like, or for testing the performance of early stage experimental manipulator systems. (b) The possibility of constructing diamondoid nanoparts starting with adamantane building block primitives should be investigated. If it proves possible, this could reduce some of the need for precision DMS to be employed in the manufacture of the basic cage frameworks of diamondoid nanoparts. Precision DMS would still be required for the addition or modification of essential nanopart surface features, and for the covalent joining of adamantane primitives into larger aggregates during the diamondoid nanopart fabrication process.
|
| (II) Technical Challenges for Programmable Positional Assembly
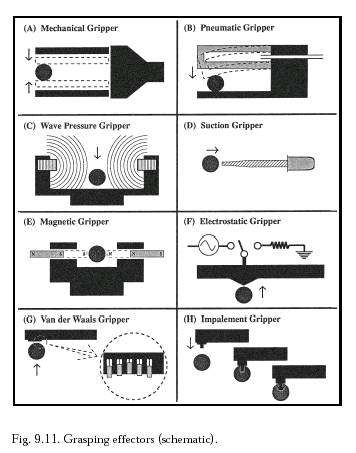
(a) Positionally controlled grippers must be designed that can grab and then manipulate finished nanoparts, whether to transport them elsewhere or to further manipulate them in a series of assembly steps, such as a parts insertion operation (a peg pushed into a complementary hole) or other similar assembly operation, in which small parts are mechanically combined to make larger compound nanoparts which include van der Waals bonding. Handled tools intended to be used for the purpose of constructing compound nanomachines from their component parts might be significantly different in design from handled tools intended to be used for mechanosynthesis. For example, mechanosynthetic tooltips will usually have almost exclusively covalent-bond-forming reactivity, whereas assembly tooltips may employ primarily van der Waals or other weak bonding systems for parts gripping, though weak covalent bonding (e.g., dative bonds, Sn-C bonds, etc.) might also be used. (b) Need methods for attaching gripper to fine positioning system while retaining rigidity and an ability to actuate the gripper. (c) Need the ability to exchange one gripper mechanism for another at the SPM tip. This implies a corollary requirement to design depot structures for the convenient temporary storage and retrieval of unused gripper mechanisms.
(a) Need designs for nanoscale and molecular actuators. These designs should be generated in contemplation of the need for future large-scale integration of the actuators into nanoscale machinery, and should include consideration of possible future multi-actuator systems.
(a) Need to design and simulate the presentation of nanoparts tethered to fixed surfaces, for easy pickup by assembly tools, as well as the range of motions and procedures for acquiring nanoparts onto a positionally controlled assembly tool from a nanopart presentation surface. (b) Alternatively, the binding, transport through barrier surfaces, and positioning of initially positionally unconstrained nanoparts floating in a liquid or gaseous carrier fluid should be explored with a view toward the design of nanopart binding sites that can be flexibly engineered for use in molecular manufacturing systems.
(a) Need analysis of how to build nanoparts and/or their intermediate structures on piers or detachable surfaces, then pick them up.
(a) Need to design the sequences of assembly steps required to assemble a specific collection of parts into a specific assembled object, per blueprint plan. This includes should include motions relevant to parts acquition and stowage of finished product object in depot areas.
(a) Need quantum chemical and molecular dynamics analyses of possible reconstructions (and chemical stability) of moving nanoparts that are placed in intimate contact with other moving nanoparts during assembly operations.
(a) Need reversible nanopart grippers as end-effectors on SPM tips. The grippers should be capable of remote and/or conditional actuation. (b) SPM systems to be used for assembly work may require less positional placement precision but an ability to apply greater forces, and in more complex directions (e.g., twisting motions that apply circular or helical torques, threading/insertion motions. etc.). Making an atomically precise product out of nanometer-scale nanoparts does not require atomic precision in nanopart positioning, but only enough positional precision to distinguish the desired assembly structure from adjacent pathological assembly structures. (c) Must develop an actuation method that can easily be controlled in parallel and is potentially scalable.
(a) Need parts designed for easy gripping and manipulation. (b) Need efficient parts presentation schemes. (c) Investigate possibility of controlled parts adhesivity during positionally controlled assembly. (d) Investigate possibility of nanopart palletization. (e) Investigate possibility of DMS-based nanopart fabrication on a sacrificial surface which is dissolved away, releasing nanoparts into a carrier fluid.
(a) Need experimental demonstration of ability to accurately find and retrieve input nanoparts from a parts presentation surface or parts depot. (b) Need experimental demonstration of purely mechanical joining of two or more nanoparts into a more complex product object. (c) Need experimental demonstration of ability to stably place finished assembled product objects onto a product storage surface or product depot, in a known location and orientation. (d) Need experimental demonstration of purely mechanosynthetic insertion and or threading operation. (e) Need experimental demonstration of the ability to acquire two product objects and join them together to form a more complex product object.
|
| (III) Technical Challenges for Massively Parallel Positional Assembly
(a) Need analysis and proposals for DMS parallelization. The goal of making mechanosynthesis operational must logically precede (as a research objective) the goal of making mechanosynthesis massively parallelized. (b) Need analysis and proposals for how to build highly precise manipulators having high repeatability and stability, possibly with multiple DOF at the tip, that can be arranged in massively parallel arrays to permit massively parallel DMS processing of workpieces. These might be able to serve as major components of high-throughput production systems. Such arrays are not today’s SPMs, but might be the technological descendants of today’s SPMs. (c) Need a design analysis of the utility of, and requirements for, incorporating various levels of redundancy into massively parallel manufacturing systems. (d) Lower-level systems used in DMS fabrication or nanoparts assembly operations must be demonstrated to be scalable to larger systems, or redesigned to enable such scalability.
(a) Need to design control systems for parallel-operated billion-workstation parts assembly arrays. This includes implementation of positionally controlled actuation systems. (b) Need analysis of the reliability and error rates in large parts assembly systems. Studies of fault tolerant design for massively parallel manufacturing systems would be useful.
(a) Need software capable of multilevel integrated simulations of major subsystems and systems of nanofactories. (b) Need workflow planning software
for massively parallel assembly systems. |
| (IV) Technical Challenges for Nanomechanical Design
(a) Need to establish nanoparts libraries catalogued in CAD-usable formats. (b) Nanoparts and nanoassemblies should employ “design for assembly” and “design for analysis and validation” philosophies. (c) Need analysis of structures derived in previous analyses (see above) to determine how many distinct nanoparts and materials surfaces might be needed to constitute a complete set of low-level structural and functional components sufficient for molecular manufacturing.
(a) Need software that can reliably model and simulate the kinematic operation of diamondoid machine parts. (b) Need to develop a CAD/simulation system capable of performing molecular dynamics simulation of numerous interacting parts, and of accurately predicting the reliability and physical characteristics of their interactions. (c) Need a detailed design for a nanomotor, with atomistic simulations of at least the key components. Materials must be specified and the chemical stability of the resulting structures must be tested. The use of any kind of metal may raise serious surface stability issues and failure might occur due to the adhesion of contacting surfaces, but metallic graphenes, doped diamond or other relevant stiff covalent materials might be used instead. Exquisite precision in positioning may also be required due to the exponential dependence of tunneling current with separation. (d) Need a detailed design for a molecule-selective pump, with atomistic simulations of at least the key components, especially the binding sites and drive mechanisms. One useful target might be a molecular level design of a selective valve or pump system based on rigid materials that admits a chosen molecule while excluding, say, oxygen and water with nearly 100% efficiency. (e) Drexler’s Nanosystems lays out a framework for estimating the effects of thermal noise, which is then applied to one engineering design in a calculation of positional uncertainty at the tip of a molecular positioner. This shows that the positional uncertainty can be made to be less than an atomic diameter – a necessary, if perhaps not sufficient, condition for such devices to work. But we also need a broader range of molecular dynamics simulations of more complex nanomachines operated at liquid nitrogen and room temperatures, in which both the mechanism itself and its mountings are subject to thermal noise. (f) Need a review of the new body of recent experimental and simulation work on nanotribology (nanoscale friction), followed by an assessment of its implications (if any) for the performance of nanoscale machinery. For example, superlubricity of incommensurate graphite and incommensurate graphene sliding surfaces has been demonstrated experimentally. Further insight into the scale of the problem and any specific design constraints it might impose can be obtained by quantitative molecular dynamic simulations of simple, driven nanomechanical systems. Even low values of friction could compromise nanomachine operation by generating high levels of local heating which might lessen the chemical stability of such devices. Leakage of energy from the driving modes of the machines into the random, higher frequency vibrational modes that constitute heat may occur whenever the chemical bonds are stretched beyond the range over which they are well approximated by a harmonic potential (i.e., obeying Hooke's law), though it appears possible to design systems where the desired modes and the dissipative modes are sufficiently decoupled to allow 99%+ efficiency, far superior to analogous macroscale systems. (g) Need literature review, definitive simulations and assessment of the impact of hydrogen diffusion through diamondoid surfaces and bulk crystal. (h) Need literature review, definitive simulations and assessment of radiation damage effects on the reliability of diamondoid mechanical structures and operations.
(a) Need comprehensive simulations of nanofactory operations. Note that a kilogram of manufactured product, if made of pure diamond, would contain ~50 x 1024 carbon atoms, requiring ~50 x 1024 DMS operations assuming ~1 DMS operation per C atom emplaced; and yet a modern desktop computer flawlessly performs ~1024 transistor operations per day. If individual DMS operations in a mature manufacturing system can be made as simple and reliable as primitive transistor operations in a modern electronic computer chip, then the level of complexity inherent in nanofactory operations may be regarded as considerable but not inconceivable. (b) The design space of basic nanofactory architectures should be surveyed and evaluated, though the space is probably too large for a comprehensive assessment. A good nanofactory design should be a bootstrap-capable system, should exhibit ease of reprogramming, should allow maximum geometric accessibility to workpieces during manufacture, should exhibit maximum reliability during operation, should be “safe” and exhibit nonevolvability, should be “buildable”, and should enable clean manufacturing and pollution-free operation. (c) Need to investigate possible requirements for macroscale-equivalent process control and monitoring instrumentation in nanofactories, including sensors, limit switches, and the like, constituting sensory feedback loops that permitting conditional actuation. If DMS fabrication sequences and parts assembly sequences can be design to minimize or eliminate unwanted reconstructions or other structural pathologies, then the need for conventional inline sensing is greatly reduced (along with the number of possible failure modes). (d) Need to investigate designs for multiply redundant production lines, with quantification of performance and design tradeoffs including number of parallel production lines, mean-time-to-breakdown of a given production line, the optimal number of alternative workpiece pathways through the nanofactory, the optimal number and location of production flow shunts, and so forth, to determine the reliability and efficiency of the overall manufacturing operation.
|
| Written contents of this page © 2006-24 Robert A. Freitas Jr. and Ralph C. Merkle Image credits: Nanofactory -- © John Burch, Lizard Fire Studios. Copyright applies to all images. See also Estonian translation, German translation, Italian translation, Macedonian translation, Spanish translation. |
Last modified on 23 September 2024
since 14 June 2006
{kind=link}