Kinematic Self-Replicating Machines
© 2004 Robert A. Freitas Jr. and Ralph C. Merkle. All Rights Reserved.
Robert A. Freitas Jr., Ralph C. Merkle, Kinematic Self-Replicating Machines, Landes Bioscience, Georgetown, TX, 2004.
4.11.3.2 Product Object Formation
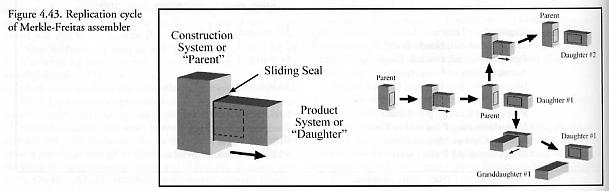
The Merkle-Freitas Hydrocarbon Molecular Assembler includes an interior space and an exterior space, separated by a barrier consisting of a piston attached to an elevator plate. The interior space is a controlled environment where various delicate operations can be performed. The exterior space is a less-controlled environment which provides feedstock and physical support. All manufacturing takes place on the inside, in the controlled vacuum environment. The Merkle-Freitas assembler employs an “extruding brick” architecture which permits the manufacture of objects – whether valuable product or additional assemblers – of sizes smaller than, equal to, or larger than the original manufacturing system, enabling easy scalability. During a replication cycle (Figure 4.43), the parent device extrudes the daughter device, after which both parent and daughter may extrude a subsequent generation, and so on.
Geometrically, the Merkle-Freitas assembler is essentially a rectangular box. The four large external sidewalls of the daughter device are smooth and parallel as they are extruded. During replication, the four sidewalls establish a tight seal with the inside edges of a rectangular extrusion hole located in the extrusion wall (one of the two largest of the four sidewalls) of the parent.
Initially, the extrusion hole of the parent is plugged with the premanufactured piston end wall (the small YZ face containing the piston that emerges first) of the future daughter. As the daughter is manufactured and extruded, the extrusion hole of the daughter is plugged with the premanufactured piston end wall of the future granddaughter, thus maintaining vacuum inside both parent and daughter.
Each piston end wall lies flush with the sidewall in which it is embedded. When replication resumes, the parent extrudes its daughter with the piston end wall of the future granddaughter already installed in the daughter. The piston end wall of the granddaughter, along with the daughter’s four sidewalls, slide in contact with the extrusion hole of the parent while the daughter is being extruded from the parent. Thus five of the six external walls of the device are smooth as they are extruded during the replication cycle. Once a section of the daughter is clear of the parental extrusion hole, this surface smoothness may be modified as required (e.g., pop-out of spring-loaded van der Waals pegs; Section 4.11.3.4(11)). Additionally, after self-replication or extrusion of an improved device, some or all of these smooth walls could in principle be discarded, exposing whatever complex surface might be desired on any face. Similar considerations apply to the extrusion of desired non-self product objects during the analogous product manufacturing cycle.
Last updated on 1 August 2005
{kind=link}