Kinematic Self-Replicating Machines
© 2004 Robert A. Freitas Jr. and Ralph C. Merkle. All Rights Reserved.
Robert A. Freitas Jr., Ralph C. Merkle, Kinematic Self-Replicating Machines, Landes Bioscience, Georgetown, TX, 2004.
3.13.2.1 Von Tiesenhausen Unit Replication System
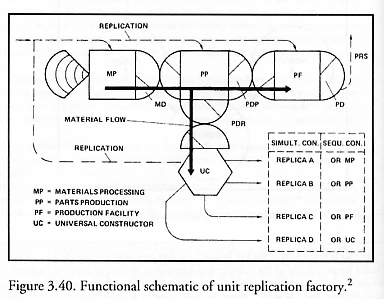
The design for unit replication, grounded in earlier work by RSC Team member von Tiesenhausen [1088], was intended to be a teleoperated or fully autonomous, general-purpose self-replicating factory to be deployed on the surface of planetary bodies or moons. Four major subsystems comprise each replication unit (Figure 3.40). First, a materials processing subsystem acquires raw materials from the environment and prepares industrial feedstock from these substances. Second, a parts production subsystem uses the feedstock to make machines or other parts. At this point, factory output may take two forms: Parts may flow either to the universal constructor subsystem, where they are used to construct a new replication unit (replication), or they may flow to a production facility subsystem to be made into commercially useful products (production). The factory includes a number of other important subsystems, including:
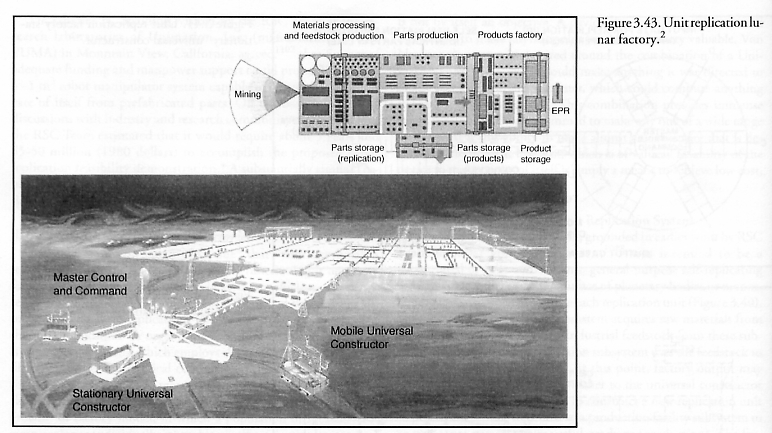
(1) Materials processing and feedstock production. In this system, raw materials are gathered by strip or deep mining. They are then analyzed, separated, and processed into industrial feedstock components such as sheets, bars, ingots, castings, and so forth, which are laid out and stored in the materials depot.
(2) Materials depot. The materials depot collects and deposits in proper storage locations the various feedstock categories according to a predetermined plan which ensures that the subsequent fabrication of parts proceeds in the most efficient manner possible. The depot also serves as a buffer during interruptions in normal operations caused by failures in either the materials processing subsystem (depot input) or in the parts production subsystem (at depot output).
(3) Parts production plant. The parts production plant selects and transports industrial feedstock from the materials depot into the plant, then fabricates all parts required for factory production or replication activities. Finished parts are stored in the production parts and the replication parts depots, respectively.
(4) Parts depots. There are two parts depots in the present design, called the production parts depot and the replication parts depot. Parts are stored in the production parts depot exclusively for use in the manufacture of useful products in the production facility. If certain raw materials other than parts and subassemblies are required for production, these materials are simply passed from the materials depot through the parts production plant unchanged. The parts production depot also acts as a buffer during interruptions in normal operations caused by temporary failures in either the parts production plant or the production facility. Parts and subassemblies are stored in the replication parts depot exclusively for use in factory replication activities. Storage is in lots earmarked for specific facility construction sites. The replication parts depot also serves as buffer during interruptions in parts production plant or universal constructor operations.
(5) Production facility. The production facility manufactures the desired useful products. Parts and subassemblies are picked up at the production parts depot and are transported to the production facility to be assembled into specific useful products. Finished products are then stored in the products depot, but ultimately are collected by the product retrieval system for outshipment.
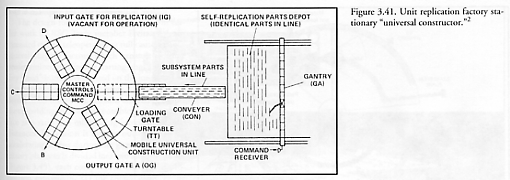
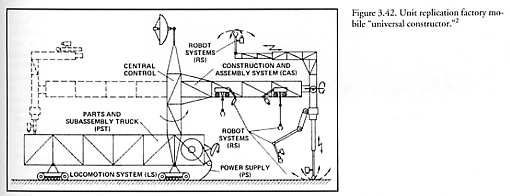
(6) Universal constructor. The universal constructor manufactures complete replication units which are exact duplicates of the original system. Each replica can then, in turn, construct more replicas of itself, and so on. The universal constructor retains overall control and command responsibility for its own replication unit as well as its own replicas, until the control and command functions have also been replicated and transferred to the replicas. These functions can be overridden at any time by external means. The universal constructor subsystem consists of two major, separate elements – the stationary universal constructor (Figure 3.41) and the mobile universal constructors (Figure 3.42). This composite subsystem must successfully perform a number of fundamental tasks, including receiving, sorting, loading, and transporting parts and subassemblies; assembling, constructing, installing, integrating, and testing unit replication systems; starting and controlling unit replication operations; and copying and transferring instructions between system components.
(7) Products depot. The outputs of the production facility are stored in the products depot, ready for retrieval. Major hardware components are neatly stacked for ready access by the product retrieval system. Consumables such as elemental oxygen are stored in reusable containers that are returned empty to the production facility. The products depot also serves as a buffer against variable output and retrieval rates.
(8) Product retrieval system. The product retrieval system collects the outputs of all replication units in a “factory field” and carries them to an outside distribution point for immediate use or for subsequent outshipment.
(9) Command and control systems. The master control and command system, located within the stationary universal constructor, is programmed to supervise the total factory operation and to communicate both with the peripheral controls of the mobile universal constructors during the self-replication phase and with the replicated stationary universal constructor during the transfer of command and control for the operation of the new replica unit. The master control and command system operates its own replication unit through individual communication links which address the local control and command systems of individual factory elements. In this way the master control and command system supervises the condition and operations of its own system elements, from materials acquisition through end product retrieval.
(10) Energy system. The power requirements for the present design may be in the gigawatt range. A single energy source (such as a nuclear power plant) would be excessively massive and difficult to replicate, leaving solar energy as the lone viable alternative. Daylight options include: (A) central photovoltaic with a ground cable network, (B) distributed photovoltaic with local distribution system, (C) individual photovoltaic, and (D) satellite power system, with microwave or laser power transmission to central, local, or individual receivers. Nighttime power options include MHD, thermionics, or turbogenerators using fuel generated with excess capacity during daytime. Oxygen plus aluminum, magnesium, or calcium could be used for fuel. A 15% efficient central silicon photovoltaic power station was assumed in the reference design, with an output of tens of gigawatts and a size on the order of tens of square kilometers for an entire factory field. Each replication unit must produce, in addition to its scheduled line of regular products, a part of the photovoltaic energy system equal to the energy needs of its replicas. These are retrieved along with the regular products by the product retrieval system and are assembled on-site to increase energy system capacity according to demand during the self-replication phase.
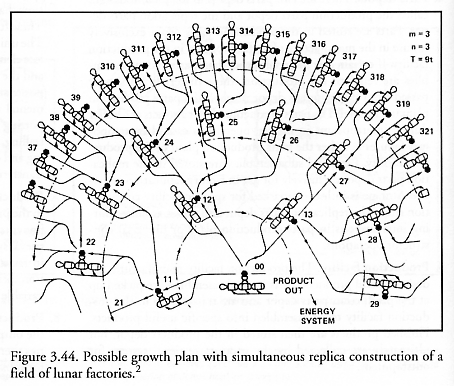
A single lunar replication unit, erected on the surface of the Moon, might appear as illustrated in Figure 3.43. As a unit replication scheme, the multiplication of replication units proceeds from a single primary system to many hundreds of replica systems. This expansion must be carefully planned to reach the desired factory output capacity without running out of space and materials. Figure 3.44 shows one possible detailed growth plan for the geometry of a factory field. In this plan, each factory constructs just three replicas simultaneously, then abandons replication and goes into full production of useful output. After the three generations depicted, a factory field network 40 units strong is busy manufacturing products for outshipment.
Last updated on 1 August 2005
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}